【一、鋼襯四氟管道加工工藝有哪些?】
鋼襯四氟管道加工技術簡介
首先,四氟乙烯(PTFE)-萘鈉溶液處理鍵合方法聚四氟乙烯(PTFE)-萘鈉溶液處理鍵合方法:萘鈉溶液處理含氟材料,主要通過腐蝕液和聚四氟乙烯塑料的化學反應,撕掉材料表面的一些氟原子,從而在表面留下碳化層和一些極性基團。當萘鈉溶液用于處理含氟材料時,第一步是通過腐蝕溶液和聚四氟乙烯塑料之間的化學反應,將材料表面的一些氟原子剝離,從而在表面留下碳化層和一些極性基團。紅外光譜表明極性基團如羥基、羰基和不飽和鍵被引入表面。
這些基團可以增加表面能,減小接觸角,提高潤濕性,并從難變粘在096兆帕以下,淬火和突然加熱或冷熱交替操作不會導致聚四氟乙烯底層下降、膨脹和變形,進而實現鋼和氟的均質化。這是目前討論的所有方法中最好的方法,也是常用的方法。萘四氫呋喃鈉通常用作腐蝕性液體。
處理和鍵合過程如下:(1)處理溶液的制備:在四氫呋喃和萘的溶液中加入一定量的金屬鈉,控制金屬鈉的質量分數在另一方面,鋼絲的剛性被用來顯著提高聚四氟乙烯布抵抗負壓的能力%-5%,室溫下混合約這種結構類似于螺母和螺栓之間的連接h,直至溶液呈深棕色或黑色;(2)將待處理的聚四氟乙烯工件浸泡在溶液中約5-10分鐘,取出浸泡在丙酮溶液中3-3-5分鐘;;(3)將工件從丙酮溶液中取出,用清水沖洗干凈,然后放在黑暗的地方自然變暗;(4)選擇環氧樹脂、有機硅或聚氨酯作為粘合劑,均勻涂覆在待粘接的處理表面,立即粘接,在24-30℃下放置24小時,得到可靠的粘接。
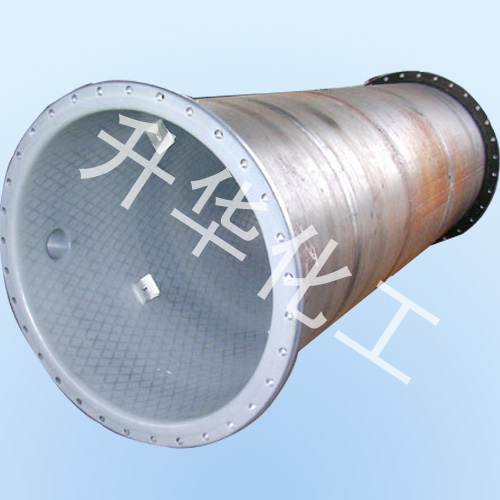
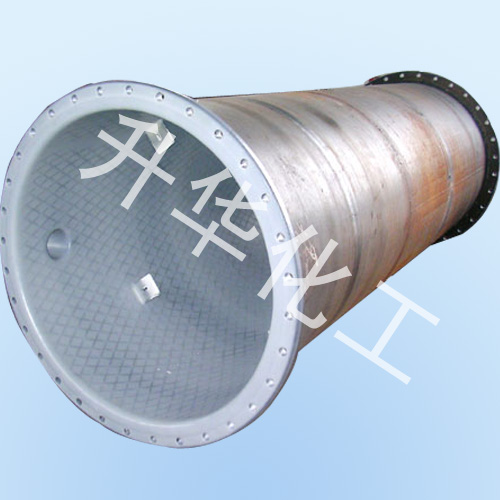
第二,鋼襯四氟直管俗稱松襯管。在這項技術中,聚四氟乙烯棒被用來形成薄膜,這些薄膜被卷繞和燒結。適用于常壓和正壓輸送管道(如三廢處理管道等),但不適用于負載管道(如泵的入口和出口以及因下降或突然冷卻而產生負壓的管道等)。本發明涉及一種聚四氟乙烯分配管道工藝的盤管松襯方法,具體工藝如下:用車床將成型的四氟棒料切割成薄帶,用手動或機械方法將薄帶卷繞在預定比例的模具上,
將三至四層無堿玻璃帶以與薄四氟棒料外層相同的方式纏繞在薄四氟棒料外層上,用鐵絲將薄四氟棒料外層捆綁,將薄四氟棒料送入燒結爐中成型,燒結后取出水冷卻,用手動或機械方法脫模,然后套上薄四氟。
第三,盤管廣泛用于初始生產。聚四氟乙烯管在生產中有很大的自由度,從小直徑到大直徑(最大直徑超過φ
2000
mm)。這些管子是通過轉動薄膜、卷繞和燒結形成的。其完整性和均勻性與卷繞過程中的張力、薄膜厚度、薄膜表面的清潔度、燒結過程中的溫度和時間有關,難以掌握。由于卷繞層的數量,技術上難以控制,并且難以確保燒結后的完整性和均勻性。因此,盤管的最大壁厚不超過3毫米,生產工藝較多,控制不太嚴密,加工方法主要是手工聚四氟乙烯,質量不穩定,沒有有效的檢驗方法,盤管的松散內襯在負壓和溫差大的情況下容易坍塌,法蘭翻邊部件容易開裂。
內襯聚四氟乙烯管和管件的鋼管和法蘭的選擇要求
1、管道應按照國家標準由非焊接鋼管制成。由于技術要求,分配面上管道的有效直徑小于鋼管的公稱直徑。計劃者和用戶應在制定必要的有用流量規格后確定鋼管的直徑。
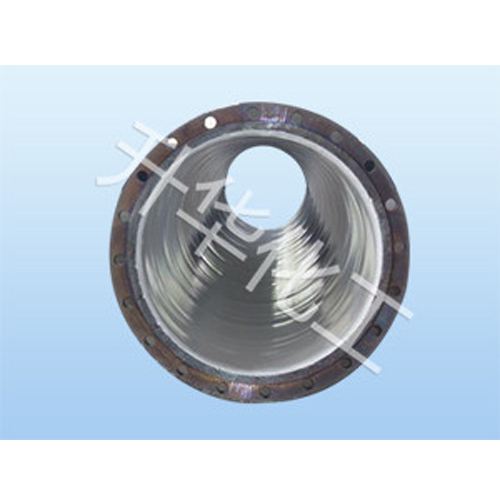
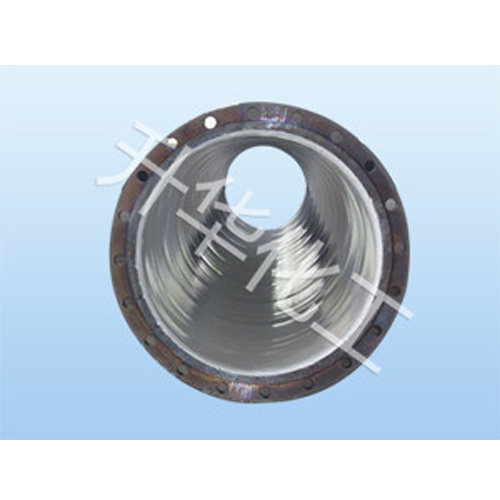
2、法蘭可根據國家規范鑄造或通過合同確定。5-1毫米)螺旋卷繞在聚四氟乙烯薄膜上,然后在鋼絲外側卷繞幾層聚四氟乙烯,最后在爐內卷繞成型。該技術制造的聚四氟乙烯分配管內壁潤滑,外壁由于鋼絲的體積和彈力形成螺旋波紋。它襯入鋼管中,并在聚四氟乙烯分配管中以及聚四氟乙烯分配管外壁和鋼管內壁之間的空隙中填充樹脂(不是殘余空氣)。填充樹脂可以與鋼管緊密結合。它可以一起緊緊地包裹在螺旋聚四氟乙烯襯里的外壁上。填充樹脂固化后,形成與布料外壁波紋相嚙合的螺旋波紋。一方面,它能有效地抑制和補償聚四氟乙烯布的膨脹和收縮。
制造工藝:首先選用進口聚四氟乙烯粉末,推(擠)入管道,然后用力拉成無縫鋼管(襯管外徑比鋼管內徑稍大1.5-2mm)以形成一個空的空間緊密的襯里。為了消除壓力,將其放入熔爐中,加熱至180℃進行恒溫處理,使其適用于180℃以下的溫度。同時,推(擠)管的軸向拉伸強度明顯優于盤管。這條管道有承受正負壓力的雄心。五、粉末成型布技術F4粉末成型布是一種等身、等壓、等溫制造技術,通過捏合管(松襯、緊襯)、聚四氟乙烯膠帶纏繞、聚四氟乙烯鋼絲纏繞、鋼絲網纏繞等技術的演變,迄今為止F4粉末成型布技術是最新的第五代F4布產品,可在較高的正負壓力、高溫、強腐蝕、200℃溫度和0℃真空條件下使用。
【二、鋼襯四氟管道噴涂的高溫固化】
高溫固化是噴涂鋼襯四氟乙烯管施工過程中的一個變化,因為它的使用環境對于鋼襯四氟乙烯管來說比較復雜,所以在使用中也應該有更充分的保護措施來維持。
鋼襯四氟管道噴涂是一種高性能涂層,集耐熱性、化學惰性、優異的絕緣穩定性和低摩擦性于一體,具有其他涂層無法比擬的綜合優勢。
其應用靈活性使其能夠應用于幾乎所有形狀和尺寸的產品。接下來,我將簡要介紹噴涂鋼襯四氟乙烯管的高溫固化工藝。鋼襯聚四氟乙烯管噴涂高溫固化工藝是聚四氟乙烯涂層質量的關鍵工序。如果涂層固化深度不夠,涂層結合強度低,容易開裂脫落。
如果涂層固化深度太深,涂層老化也容易開裂脫落,容易發生燒結現象,導致模具縮孔腐蝕,表面變得非常粗糙,導致模具報廢。固化速度過快,涂層表面收縮過早,導致閉孔結構、毛細管內壓高,最終涂層開裂。因此,涂層的固化溫度、固化時間和固化速度對涂層的質量起著決定性的作用。
內襯鋼四氟乙烯管道噴涂模具烘烤完成后,冷卻速度對涂層的使用壽命也有一定的影響。由于涂層和模具基體的收縮不同,模具與烘箱一起在烘箱中的緩慢冷卻效果更好。
鋼襯四氟乙烯管道經過高溫固化噴涂后,對一些腐蝕性物質也有較好的保護效果,從而延長了管道的使用壽命。